 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Czy śruba wytłaczarki jest często zużyta? Oto główne powody!
Ningbo Fangli Technology Co., Ltd. jest producentem sprzętu mechanicznego z prawie 30-letnim doświadczeniemurządzenia do wytłaczania rur z tworzyw sztucznych, nowa ochrona środowiska i nowy sprzęt materiałowy. Od momentu powstania Fangli był rozwijany w oparciu o wymagania użytkowników. Dzięki ciągłemu doskonaleniu, niezależnym badaniom i rozwojowi podstawowej technologii oraz trawieniu i wchłanianiu zaawansowanych technologii i innych środków rozwinęliśmy sięLinia do wytłaczania rur PCV, Linia do wytłaczania rur PP-R, Linia do wytłaczania rur PE/woda PE, który został zalecony przez chińskie Ministerstwo Budownictwa w celu zastąpienia produktów importowanych. Zdobyliśmy tytuł „Marki pierwszej klasy w prowincji Zhejiang”.
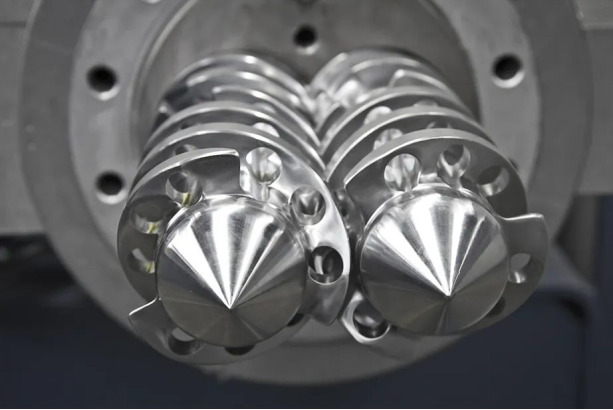
Wytłaczarka śrubowajest podstawowym wyposażeniem do modyfikacji formowania i mieszania tworzyw sztucznych. W rzeczywistym procesie produkcyjnym modyfikacji mieszania śrubawytłaczarkaznajduje się w trudnym środowisku o wysokim ciśnieniu i wysokiej temperaturze i wytrzymuje ogromne tarcie i siłę ścinającą.
Ze względu na szczególne środowisko pracy,wytłaczarkaśruba nie występuje w przypadku tarcia metalu o metal, ale metalu o polimer, dlatego zużycie powierzchni śruby jest często poważne.
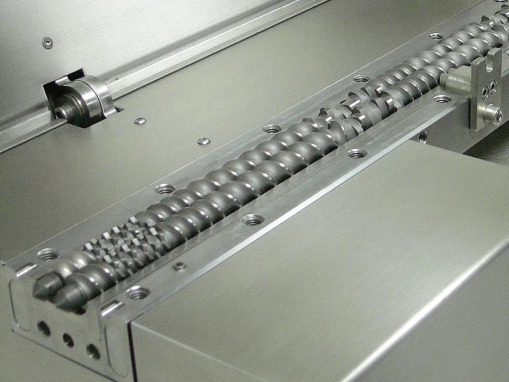
Zużycie ślimaka zwiększa odległość ślimaka od cylindra, co wpływa na ściskanie i ścinanie ślimaka na materiale, prowadząc w ten sposób do spadku jakości produktu. Z drugiej strony częsta wymiana zużytych śrub nie tylko zwiększa koszty, ale także opóźnia plan produkcji, co skutkuje niższą wydajnością produkcji.
Ślimak jest zazwyczaj złomowany z powodu długotrwałego zużycia, a szczelina między ślimakiem a lufą jest zbyt duża, aby można ją było normalnie wytłaczać. Zdarzają się jednak również przypadki, gdy naprężenia robocze spowodowane niewłaściwą konstrukcją lub eksploatacją przekraczają granicę wytrzymałości i ulegają uszkodzeniu. Poniżej znajduje się krótkie wprowadzenie do przyczyn zużycia ślimaka wytłaczającego:
1 Temperatura przetwarzania
Każdy rodzaj tworzywa sztucznego ma idealny zakres temperatur przetwarzania plastyfikującego. Temperatura przetwarzania beczki powinna być kontrolowana tak, aby była zbliżona do tego zakresu temperatur. Kiedy cząstki tworzywa sztucznego dostaną się do beczki ze zbiornika, najpierw dotrą do sekcji podawania, gdzie nieuchronnie wystąpi tarcie na sucho. Gdy te tworzywa sztuczne nie są wystarczająco nagrzane, a topienie jest nierównomierne, łatwo jest uformować wewnętrzną ściankę cylindra i powierzchnię ślimaka, aby zwiększyć zużycie.
Podobnie w sekcji sprężania i homogenizacji, jeśli stan topnienia tworzywa sztucznego jest nieuporządkowany i nierówny, zużycie również ulegnie przyspieszeniu.

2 Prędkość
Prędkość powinna być odpowiednio dostosowana. Do niektórych tworzyw sztucznych dodawane są środki wzmacniające, takie jak włókno szklane, minerały lub inne wypełniacze. Siła tarcia tych substancji na materiałach metalowych jest często znacznie większa niż w przypadku stopionych tworzyw sztucznych.
Jeśli stosowana jest duża prędkość obrotowa, łatwo jest rozerwać włókno wzmacniające, poprawiając jednocześnie siłę ścinania plastycznego. Rozdarte włókno zawiera ostre końce, co znacznie zwiększa siłę zużycia. Kiedy minerały nieorganiczne ślizgają się po powierzchni metalu z dużą prędkością, ich efekt skrobania nie jest mały. Dlatego prędkość nie powinna być zbyt duża.
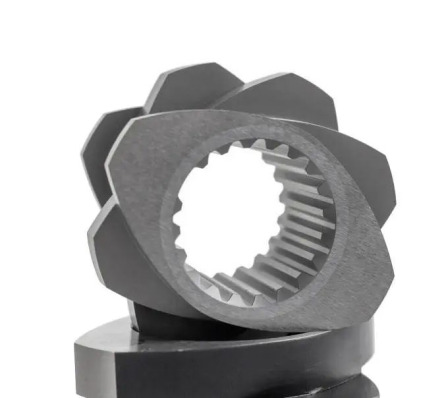
3 Luz pomiędzy śrubą a lufą
Śruba obraca się w cylindrze, a tarcie między materiałem a materiałem powoduje stopniowe zużycie powierzchni roboczej ślimaka i lufy, średnica ślimaka stopniowo się zmniejsza, a średnica wewnętrznego otworu lufy stopniowo wzrasta. W ten sposób szczelina średnicy pasowania pomiędzy śrubą a lufą nieznacznie wzrasta wraz ze stopniowym zużyciem obu elementów.
Ponieważ jednak opór głowicy i płytki rozdzielającej przed cylindrem nie zmienił się, w miarę przesuwania się do przodu zwiększa się przepływ wyciekowy wyciskanego materiału, czyli przepływ materiału od szczeliny średnicowej do dopływu kierunek jest zwiększony. W rezultacie spadła produkcja maszyn z tworzyw sztucznych. Zjawisko to wydłuża czas przebywania materiałów w beczce, powodując rozkład materiału. W przypadku PCW powstający w wyniku rozkładu chlorowodór wzmacnia korozję ślimaka i cylindra.

4 Nierównomierna plastyfikacja materiałów lub metalowych ciał obcych
Ponieważ materiały nie są równomiernie uplastycznione lub do materiałów dodawane są ciała obce, moment obrotowy śruby nagle wzrasta. Ten moment obrotowy przekracza granicę wytrzymałości śruby, powodując jej pęknięcie. Jest to niekonwencjonalne uszkodzenie powypadkowe.
Powyższe są najczęstszymi przyczynami zużycia ślimaka i mamy nadzieję, że dzięki powyższej treści będziemy mogli lepiej zrozumieć ślimak wytłaczający.
Zmniejszenie zużycia śruby i wydłużenie jej żywotności znacznie obniży koszty utrzymania sprzętu, zapewni jakość produktów i przyniesie przedsiębiorstwom większe korzyści ekonomiczne.
Jeśli potrzebujesz więcej informacji, firma Ningbo Fangli Technology Co., Ltd. zaprasza do kontaktu w celu uzyskania szczegółowego zapytania, zapewnimy Ci profesjonalne wskazówki techniczne lub sugestie dotyczące zakupu sprzętu.
Wyślij zapytanie


X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności