 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Optymalizacja kontroli temperatury w celu podwojenia wydajności procesu wytłaczania dwuślimakowego
Ningbo Fangli Technology Co., Ltd.jestproducent sprzętu mechanicznegoz ponad 30-letnim doświadczeniemurządzenia do wytłaczania rur z tworzyw sztucznych, nowa ochrona środowiska i nowy sprzęt materiałowy. Od momentu powstania Fangli był rozwijany w oparciu o wymagania użytkowników. Dzięki ciągłemu doskonaleniu, niezależnym badaniom i rozwojowi podstawowej technologii oraz trawieniu i wchłanianiu zaawansowanych technologii i innych środków rozwinęliśmy sięLinia do wytłaczania rur PCV, Linia do wytłaczania rur PP-R, Linia do wytłaczania rur PE/woda PE, który został zalecony przez chińskie Ministerstwo Budownictwa w celu zastąpienia produktów importowanych. Zdobyliśmy tytuł „Marki pierwszej klasy w prowincji Zhejiang”.
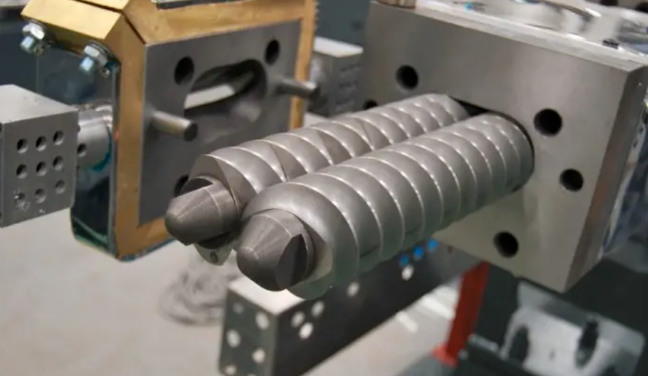
Wytłaczanie dwuślimakowe jest jednym z kluczowych procesów w przetwórstwie polimerów. Jego stabilna praca i jakość produktu końcowego w dużej mierze zależy od precyzyjnej kontroli procesu, którego podstawą jest kontrola temperatury.
Ze względu na złożoność modeli urządzeń, konfiguracje śrub i różnorodność materiałów, optymalne parametry procesu często uzyskuje się na podstawie długotrwałych eksperymentów i zgromadzonego doświadczenia. Poniżej przedstawiono krótkie wprowadzenie do kilku kluczowych czynników związanych z temperaturą w procesie wytłaczania dwuślimakowego.
01 Temperatura procesu wytłaczania
Projektując temperaturę procesu wytłaczania, należy wziąć pod uwagę wiele czynników. Podstawową kwestią jest najwyższa temperatura topnienia składników materiału. Na przykład w przedmieszce polipropylenowej nośnik polipropylenowy ma najwyższą temperaturę topnienia wynoszącą 170°C, zatem temperatury procesu dla każdej strefy ustala się na około 170°C. Oczywiście może się to różnić w zależności od metody ogrzewania; temperatury różnią się w przypadku ogrzewania oporowego i ogrzewania indukcyjnego elektromagnetycznego, przy czym to drugie jest zazwyczaj niższe.
Po drugie, temperatura procesu jest powiązana z wielkością sprzętu i szybkością produkcji. Wyższa wydajność wymaga większej ilości ciepła do zmiękczenia i stopienia materiału, co wymaga wyższej temperatury procesu. Temperatura jest również projektowana segmentowo w oparciu o potrzeby w zakresie transportu i ścinania. Wyższa temperatura obniża lepkość materiału i siłę ścinającą, podczas gdy niższa temperatura zwiększa lepkość i siłę ścinającą. Korekty temperatury procesu powinny również uwzględniać inne właściwości fizyczne materiału, takie jak lepkość.
02 Temperatura gardła paszowego
Kluczem do ustawienia temperatury gardzieli zasilającej jest zapobieganie przyklejaniu się materiału do ślimaka, co utrudniałoby normalne podawanie. Aby umożliwić wczesne stopienie materiału w celu rozproszenia przy ścinaniu, temperatura gardzieli zasilającej powinna być jak najbardziej zbliżona do temperatury topnienia nośnika, nie powodując przy tym sklejania się. W niektórych preparatach dodatki o niskiej temperaturze topnienia są obecne w bardzo małych ilościach. Nawet jeśli się stopią, nie wpływają znacząco na ogólny transport materiału, więc ich wpływ na temperaturę procesu jest minimalny.
Jednakże niektóre preparaty zawierają wiele materiałów o niskiej masie cząsteczkowej. Nieznacznie podwyższone temperatury w połączeniu z ciepłem przenoszonym z dalszych stref grzewczych za pośrednictwem ślimaka mogą powodować przedwczesne stopienie tych materiałów w gardzieli zasilającej, co prowadzi do przyczepności materiału i nieprawidłowego podawania. Dlatego podczas podgrzewania przed rozruchem strefa zasilania musi być utrzymywana w niskiej temperaturze. Aby utrzymać tę niską temperaturę, może być konieczne włączenie chłodzenia. W przeciwnym razie po uruchomieniu mogą wystąpić poślizgi śrub i problemy z podawaniem. Aby uniknąć nieprawidłowości podczas rozruchu, często lepiej jest początkowo ustawić temperatury w sposób konwencjonalny, a następnie po uruchomieniu obniżyć temperaturę strefy zasilania.
03 Temperatura otworu wentylacyjnego
Ogólnie rzecz biorąc, temperaturę otworu wentylacyjnego należy odpowiednio obniżyć. Teoretycznie, aby zapobiec łatwemu wypływaniu stopu i powodowaniu krwawienia, należy wyregulować temperatury zarówno w strefie przed, jak i za odpowietrznikiem. Ta regulacja zapewnia łatwy przepływ materiału do przodu, ale jego przepływ do góry i na zewnątrz przez otwór wentylacyjny jest utrudniony. Jednakże w warunkach stabilnego, szybkiego przepływu, dobrej dyspersji i niskiego ciśnienia stopu, specjalne regulacje temperatury otworu wentylacyjnego mogą nie być konieczne. W związku z tym wielu operatorów nie zwraca szczególnej uwagi na ten parametr.
04 Temperatura sekcji mieszania
Sekcja mieszania jest krytycznym obszarem w produkcji przedmieszek dwuślimakowych. Kontrola jego temperatury jest związana z wymaganiami dotyczącymi siły ścinającej. Jego kluczową funkcją jest ścinanie dyspersji pigmentów, a siła ścinająca jest ściśle powiązana z temperaturą: zbyt wysoka temperatura zmniejsza lepkość stopu i siłę ścinającą. Odpowiednio niższa temperatura zwiększa lepkość, co skutkuje lepszą dyspersją przy ścinaniu. Wielkość siły ścinającej często wpływa bezpośrednio na prąd silnika głównego. Dlatego doświadczeni operatorzy dostosowują temperaturę procesu w tej strefie w oparciu o zmiany prądu głównego silnika.
05 Umrzeć GłowaTemperatura
Projekt temperatury głowicy matrycy: Gdy stop wchodzi do głowicy matrycy i ma być wytłaczany w celu granulowania (czy to przez granulowanie pasmowe, pierścień wodny, czy granulowanie pod wodą), zazwyczaj należy odpowiednio obniżyć temperaturę. Badanie pozwala określić temperaturę ekstrudatu, zauważając jej różnicę w stosunku do temperatury stopu wewnątrz beczki. Co więcej, w przypadku wyposażenia w zmieniacz sit na bieżąco, czas trwania i powodzenie procesu wymiany sita są często powiązane z lepkością i natężeniem przepływu stopu, którymi można zarządzać poprzez regulację temperatury głowicy matrycy.

Inne czynniki wpływające poza temperaturą
06 Kontrola prędkości podajnika
Kontrola prędkości podajnika bezpośrednio wpływa na wydajność. Podczas stabilnej produkcji szybkość wytłaczania jest równa szybkości podawania. Zmiana prędkości podajnika zmienia wydajność i jednocześnie wpływa na proces. Zwiększenie prędkości podajnika dodaje więcej materiału do ślimaka, skutecznie obniżając temperaturę procesu; i odwrotnie, zmniejszenie prędkości podajnika skutecznie podnosi temperaturę procesu. Zmiany prędkości podajnika wpływają również na jakość dyspersji produktu. Dlatego też dostosowanie prędkości podajnika należy rozpatrywać całościowo, mając na celu zarówno stabilny proces produkcji przedmieszek, jak i zapewnienie jakości produktu końcowego.
07 Prędkość śruby głównej
Prędkość główna ślimaka to prędkość obrotowa ślimaków. Przy stałej prędkości posuwu zmiana prędkości ślimaka głównego tylko chwilowo wpływa na szybkość wytłaczania, po czym stopniowo powraca do normy. Kluczowa rola prędkości ślimaka polega na rozproszeniu ścinania, co jest kolejnym krytycznym czynnikiem kontroli jakości produktu. Wymaga to koordynacji temperatury i szybkości ścinania. Niektóre produkty wymagają dużych sił ścinających, co wymaga wyższych prędkości śrub. Inne wymagają niskiego ścinania i niższych prędkości – oczywiście osiągnięcie niskiego ścinania może również wiązać się z dostosowaniem temperatury procesu. Każda maszyna ma ograniczenie maksymalnej prędkości, którego należy przestrzegać z zachowaniem odpowiedniego marginesu bezpieczeństwa.
08 Ciśnienie stopu
Ciśnienie stopu utrzymuje się na ogół poniżej 1 MPa. Jest to związane z rozmiarem oczek pakietu sitowego, skutecznością dyspersji pigmentu, temperaturą topnienia i lepkością. Mniejsze oczka sita, gorsza dyspersja pigmentu i niższa lepkość stopu prowadzą do wyższego ciśnienia; odwrotnie, ciśnienie jest niższe. Ciśnienie stopu jest kompleksowym odzwierciedleniem wielu czynników; unikaj uproszczonych lub arbitralnych ocen opartych wyłącznie na tym. Może jednak służyć jako użyteczny punkt odniesienia przy dostosowywaniu procesu i monitorowaniu stanu dyspersji produktu.
09 Konfiguracja i wymiana pakietu ekranowego
Pakiety sit pełnią takie funkcje, jak filtracja i zwiększanie ścinania, powodując cofanie się stopu. Należy je konfigurować i wymieniać w rozsądny sposób, zgodnie z konkretnymi wymaganiami dotyczącymi produktu i jakości.
10 Koncentracja na środowisku dlaWytłaczarki dwuślimakowe
Kluczowe kwestie związane z ochroną środowiska w przypadku wytłaczarek dwuślimakowych to: po pierwsze, kurz w gardzieli zasilającej; po drugie, gazy z otworów wentylacyjnych i głowicy matrycy; i po trzecie, uzdatnianie wody chłodzącej. Należy dołożyć starań, aby kompleksowo je wychwycić, przefiltrować i zebrać w celu właściwej utylizacji.

Podsumowując, temperatura jest podstawową zmienną występującą w całym procesie wytłaczania dwuślimakowego. Jest ściśle powiązany z parametrami, takimi jak prędkość podawania, prędkość ślimaka i ciśnienie, łącznie określając topienie, transport, dyspersję, odpowietrzanie i końcowe kształtowanie materiału. Stabilny, wysokiej jakości proces wytłaczania opiera się na precyzyjnej i całościowej kontroli systemu temperaturowego.
Jeśli potrzebujesz dalszych informacji,Ningbo Fangli Technology Co., Ltd.z zadowoleniem przyjmuje Twoje zapytanie. Zapewnimy profesjonalne wskazówki techniczne lub sugestie dotyczące zakupu sprzętu.
Wyślij zapytanie


X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności