 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Jakie są główne przyczyny ścierania się śrub?
Ningbo Fangli Technology Co., Ltd.jestproducent sprzętu mechanicznegoz prawie 30-letnim doświadczeniemurządzenia do wytłaczania rur z tworzyw sztucznych, nowa ochrona środowiska i nowy sprzęt materiałowy. Od momentu powstania Fangli był rozwijany w oparciu o wymagania użytkowników. Dzięki ciągłemu doskonaleniu, niezależnym badaniom i rozwojowi podstawowej technologii oraz trawieniu i wchłanianiu zaawansowanych technologii i innych środków rozwinęliśmy sięLinia do wytłaczania rur PCV, Linia do wytłaczania rur PP-R, Linia do wytłaczania rur PE/woda PE, który został zalecony przez chińskie Ministerstwo Budownictwa w celu zastąpienia produktów importowanych. Zdobyliśmy tytuł „Marki pierwszej klasy w prowincji Zhejiang”.
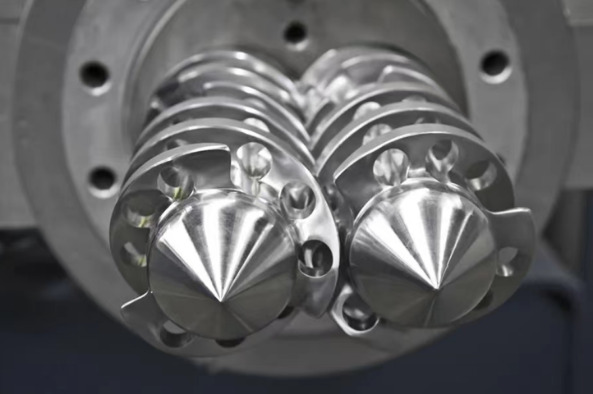
Wytłaczarka ślimakowa jest podstawowym sprzętem do modyfikacji tworzyw sztucznych i mieszania. W rzeczywistym procesie modyfikacji mieszania ślimak wytłaczarki znajduje się w trudnym środowisku o wysokim ciśnieniu i wysokiej temperaturze i jest poddawany ogromnym siłom tarcia i ścinania.
Ze względu na szczególne środowisko pracy tarcie śruby nie występuje w przypadku zwykłego metal-metal, ale raczej metal-metal o dużej masie cząsteczkowej, dlatego powierzchnia śruby często ulega silnemu zużyciu. Ścieranie ślimaka zwiększa odległość pomiędzy nim a lufą, co wpływa na ściskanie i ścinanie ślimaka na materiale, prowadząc do obniżenia jakości produktu. Z drugiej strony częsta wymiana zużytych śrub zwiększa koszty i opóźnia harmonogramy produkcji, co skutkuje niższą produktywnością.
Śruby należy złomować, ponieważ po długotrwałym ścieraniu prześwit między śrubą a lufą jest tak duży, że materiału nie można normalnie wytłaczać, istnieją również przykłady, że zdolność robocza maszyny przekracza limit z powodu niewłaściwej konstrukcji lub obsługi. Poniżej znajduje się krótki opis przyczyn ścierania się śrub.
1. Temperatura przetwarzania
Każde tworzywo sztuczne ma zakres temperatur przetwarzania zapewniający idealną plastyfikację, a temperatura przetwarzania w beczce powinna być kontrolowana tak, aby była zbliżona do tego zakresu temperatur. Pellety z tworzywa sztucznego są transportowane ze zbiornika do beczki i najpierw trafiają do sekcji napełniania. W sekcji napełniania materiały nieuchronnie będą miały tarcie suche. Kiedy te tworzywa sztuczne są niedogrzane i nierównomiernie stopione, łatwo jest zwiększyć ścieranie pomiędzy wewnętrzną ścianką lufy a powierzchnią ślimaka.
Podobnie w sekcji sprężania i homogenizacji, jeśli stan stopionego tworzywa sztucznego jest nieuporządkowany i nierówny, spowoduje to również szybsze zużycie.

2. Prędkość obrotowa
Należy odpowiednio wyregulować prędkość obrotową. Ponieważ niektóre tworzywa sztuczne zawierają środki wzmacniające, takie jak włókno szklane, minerały lub inne wypełniacze. Substancje te często mają znacznie większe tarcie na materiałach metalowych niż stopione tworzywa sztuczne.
Jeśli użyjesz dużej prędkości obrotowej, jednocześnie zwiększając siłę ścinającą na tworzywach sztucznych, łatwo jest również rozdrobnić wzmocnione włókna. Rozdrobnione włókna zawierają ostre końce, dzięki czemu siła ścierna jest znacznie zwiększona. Minerały nieorganiczne ślizgają się z dużą prędkością po powierzchni metalu, a efekt skrobania nie jest niewielki. Podsumowując, nie należy ustawiać zbyt dużej prędkości.

3. Luz pomiędzy śrubą a lufą
Ślimak obraca się w lufie, a tarcie pomiędzy materiałem a materiałem powoduje stopniowe zużywanie się ślimaka i powierzchni roboczej lufy, następnie średnica ślimaka stopniowo się zmniejsza i zwiększa się średnica wewnętrzna lufy. W ten sposób szczelina pomiędzy śrubą a lufą staje się coraz większa na skutek ścierania.
Jednakże ze względu na cylinder znajdujący się przed głowicą oraz opór kolektora nie uległ zmianie, co zwiększa przepływ wyciekowy wytłaczanego materiału, czyli zwiększa się przepływ podawania materiału od szczeliny do kierunku podawania. W efekcie spadła wydajność produkcyjna maszyny. Zjawisko to z kolei wydłuża czas przebywania materiału w cylindrze, powodując rozkład materiału. Jeśli jest to PCW, powstający podczas rozkładu chlorowodór wzmocni korozję ślimaka i lufy.

4. Nierównomierna plastyfikacja domieszanych materiałów lub zanieczyszczeń metalicznych
Ponieważ materiał nie jest równomiernie uplastyczniony lub do materiału dodawane są zanieczyszczenia metalowe, siła momentu obrotowego śruby gwałtownie wzrośnie. Ten moment obrotowy przekracza granicę wytrzymałości śruby i prowadzi do jej wykręcenia. Są to niekonwencjonalne uszkodzenia powstałe w wyniku wypadku.
Oto kilka typowych przyczyn zużycia ślimaka. Mamy nadzieję, że powyższa treść pomoże Państwu w lepszym zrozumieniu i wiedzy na temat ślimaka wytłaczającego.
Zmniejszenie ścierania śruby i wydłużenie żywotności śruby znacznie obniży koszty konserwacji sprzętu, zapewni jakość produktu i przyniesie większe korzyści ekonomiczne Twojej firmie.
Jeśli potrzebujesz więcej informacji, firma Ningbo Fangli Technology Co., Ltd. zaprasza do kontaktu w celu uzyskania szczegółowego zapytania, zapewnimy Ci profesjonalne wskazówki techniczne lub sugestie dotyczące zakupu sprzętu.
Wyślij zapytanie


X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności