 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Wprowadzenie do procesu wytłaczania rur, sprzętu, wad jakościowych itp.
Ningbo Fangli Technology Co., Ltd.jestproducent sprzętu mechanicznegoz ponad 30-letnim doświadczeniemurządzenia do wytłaczania rur z tworzyw sztucznych,nowa ochrona środowiska i nowy sprzęt materiałowy.Od momentu powstania Fangli był rozwijany w oparciu o wymagania użytkowników. Dzięki ciągłemu doskonaleniu, niezależnym badaniom i rozwojowi podstawowej technologii oraz trawieniu i wchłanianiu zaawansowanych technologii i innych środków rozwinęliśmy sięLinia do wytłaczania rur PCV,Linia do wytłaczania rur PP-R, Linia do wytłaczania rur PE/woda PE, który został zalecony przez chińskie Ministerstwo Budownictwa w celu zastąpienia produktów importowanych. Zdobyliśmy tytuł „Marki pierwszej klasy w prowincji Zhejiang”.
I. Przebieg procesu
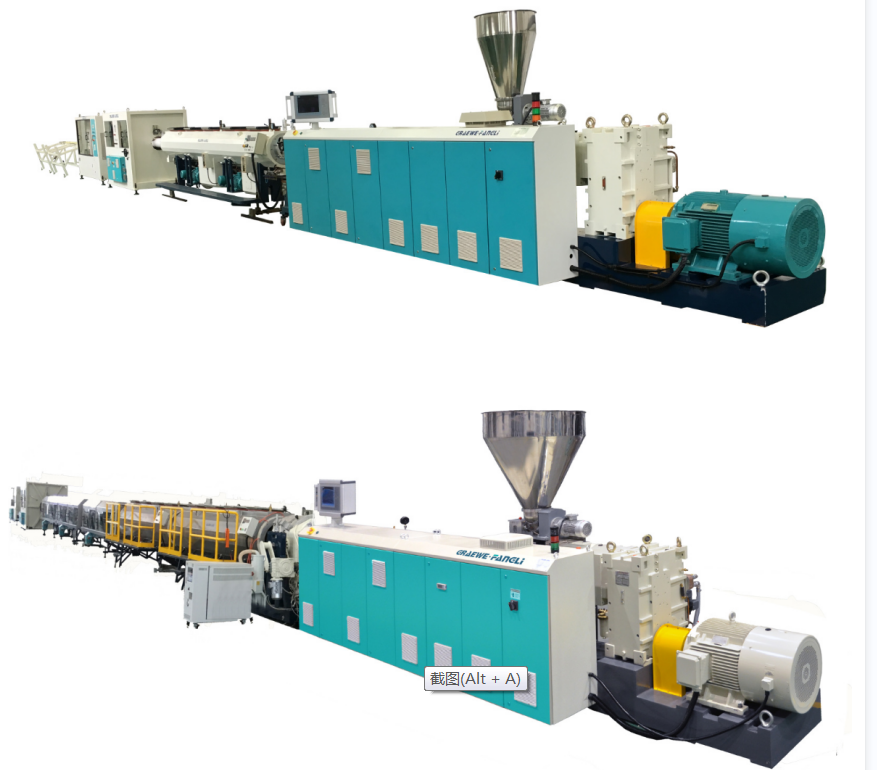
Obecnie rury PVC i PO są produktami o największej wolumenie zarówno w kraju, jak i za granicą.Rysunek 1przedstawia schemat procesu produkcyjnego rur poliolefinowych (PO). Tworzywo sztuczne podawane jest do matrycy ze szczeliną pierścieniową (2) za pomocą ślimaka w postaci równomiernie uplastycznionego stopu, wytłaczającego przedformę rury. Materiał ten natychmiast trafia do jednostki kalibracyjnej (3) w celu schłodzenia i doboru, a następnie podlega dalszemu wystarczającemu schłodzeniu w zbiorniku chłodzącym (4). Rura jest wyciągana ze stałą prędkością za pomocą regulowanejjednostka odstawcza(6), a na koniec przyciąć na określone długości za pomocą noża (7). Rury cienkościenne o średnicach poniżej 160mm można zwijać w rolki za pomocą nawijarki (9).

Rysunek 1 Schematyczny diagram przebiegu procesu produkcji rur PO
1---Wytłaczarka; 2---Matryca do rur; 3---Tuleja kalibracyjna;
4---Chłodzenie kalibracyjne próżniowe; 5---Zbiornik chłodzący;
6---Jednostka odciągowa; 7---Nóż;
8 --- Drukarka; 9---Zwijacz
II. Proces i sprzęt
Do produkcji rur PO, awysokowydajna wytłaczarka jednoślimakowanależy wybrać. W strefie podawania zastosowano beczkę z rowkami osiowymi. Stosunek długości do średnicy śruby (L/D) wynosi 30–33:1. Konstrukcja ślimaka jest dwustopniowa o różnej głębokości i skoku: podziałka w sekcji zasilającej jest mniejsza niż średnica ślimaka, natomiast podziałka w sekcjach topienia i homogenizowania jest większa niż średnica ślimaka. Aby zwiększyć efektywność mieszania, niektóre ślimaki wyposażane są w dodatkowe elementy głowicy mieszającej. Ten typ wytłaczarki jednoślimakowej zapewnia stosunkowo wysoką wydajność i dobrą plastyfikację. Przykładowo wytłaczarka jednoślimakowa o średnicy ślimaka 90mm może osiągnąć wydajność przekraczającą 600 kg/h. Ponadto do produkcji rur PO wypełnionych węglanem wapnia, siarczanem baru, mączką drzewną lub włóknami szklanymi zazwyczaj wykorzystuje się współbieżne wytłaczarki dwuślimakowe.
Produkcja rur PVC jest zasadniczo podobna do produkcji rur PO. Powszechnie stosowane są przeciwbieżne stożkowe lubrównoległe wytłaczarki dwuślimakowe, umożliwiając bezpośrednie wytłaczanie suchej mieszanki proszku. Ich wydajność waha się od 10 kg/h dla rur o małej średnicy do 1100 kg/h dla rur o dużej średnicy. Stosunek śruby L/D wzrósł z poprzednich 18:1 do 25:1. Na przykład:wytłaczarka dwuślimakowaprzy średnicy ślimaka 90mm może osiągnąć wydajność przekraczającą 300 kg/h.
Jak widać na rysunku 1, dalsze urządzenia do wytłaczania rur składają się głównie ze zbiornika wody chłodzącej,jednostka odstawcza, nóż, zwijaczlub zrzut tabeli.
Kiedy rura opuszcza jednostkę kalibrującą i chłodzącą, nie jest całkowicie schładzana do temperatury pokojowej. Jeśli nie zostanie ona dalej schłodzona, gradient temperatury występujący w kierunku promieniowym ścianki rury może spowodować, że już utwardzona warstwa zewnętrzna ponownie zmięknie na skutek wzrostu temperatury, co prowadzi do deformacji. Z drugiej strony rura musi również wytrzymywać naprężenia powodowane przez sprzęt do odciągania, cięcia i nawijania. Dlatego należy usunąć ciepło resztkowe, schładzając rurę do temperatury pokojowej. Metody chłodzenia obejmują kąpiel wodną i chłodzenie natryskowe. W zbiorniku chłodzącym z kąpielą wodną poziom wody powinien całkowicie zanurzać rurę. Zbiornik jest podzielony na kilka sekcji. Wlot wody chłodzącej znajduje się na ostatniej sekcji, co powoduje, że kierunek przepływu wody jest przeciwny do kierunku wytłaczania rury, tworząc gradient temperatury chłodzenia. Powoduje to bardziej stopniowe chłodzenie rury i mniejsze naprężenia wewnętrzne. Odległość pomiędzy zbiornikiem wody chłodzącej a jednostką kalibrującą/chłodzącą nie powinna przekraczać jednej dziesiątej całkowitej długości chłodzenia; w przeciwnym razie różnica temperatur pomiędzy zewnętrzną ścianą rury a wodą chłodzącą może nadmiernie wzrosnąć. Chociaż metoda kąpieli wodnej jest prosta, różnice temperatur pomiędzy górną i dolną warstwą wody w zbiorniku mogą powodować nierównomierne chłodzenie i wyginanie rury. Dodatkowo siły wyporu działające na rurę mogą łatwo spowodować odkształcenie, co czyni tę metodę szczególnie nieodpowiednią do chłodzenia rur o dużych średnicach.
Funkcjazespół do wyciągania rurpolega na zapewnieniu określonej prędkości i siły wyciągania już zwymiarowanej i schłodzonej rurze, pokonując siłę tarcia wytwarzaną przez urządzenie do zaklejania rury, a tym samym ciągnąc rurę ze stałą prędkością do nawijarki lub stołu zrzutowego. Jednostka odciągająca jest jednym z kluczowych elementów wyposażenia dalszego procesu produkcji rur i musi spełniać następujące wymagania.
(1)odwózprędkość musi umożliwiać bezstopniową i płynną regulację, zapewniając odciąg ze stałą prędkością. Niestabilna prędkość odciągania będzie powodować wahania średnicy rury. Prędkość odciągania musi być ściśle skoordynowana z prędkością wytłaczania. Grubość ścianki rury reguluje się poprzez regulację prędkości odciągania: mniejsza prędkość odciągania skutkuje grubszymi ścianami, większa prędkość skutkuje cieńszymi ścianami. Wybór właściwej prędkości odciągu jest skuteczną metodą zapewnienia zgodności wymiarowej produktu. Nowoczesne konstrukcje umożliwiają osiągnięcie maksymalnej prędkości odciągania do 30 m/min.
(2)Stałaodwózmusi być utrzymana siła, bez zjawiska push-pull, w przeciwnym razie może to spowodować defekty falistości powierzchni rury. Wymagana jest również wystarczająca siła odciągająca. Wymagana siła odciągu wzrasta wraz z powierzchnią styku i doborowym ciśnieniem promieniowym. W przypadku rur o małych i średnich średnicach siła odrywająca wynosi zazwyczaj 100–600 N; w przypadku rur o dużej średnicy jest to na ogół 800–10 000 N.
(3) Siła dociskujednostka odstawczachwytak powinien być regulowany i umożliwiać chwytanie rur o różnych średnicach bez powodowania uszkodzeń lub deformacji powierzchni. Obecnie powszechnie stosowane są chwytaki typu gąsienicowego. Składają się one z 2 do 12 torów rozmieszczonych równomiernie wokół rury. W gąsienicach osadzona jest pewna liczba gumowych/plastikowych bloków zaciskowych, przeważnie wklęsłych lub ustawionych pod kątem, aby zwiększyć powierzchnię wywierającą nacisk promieniowy na rurę. Regulacja siły docisku odbywa się za pomocą mechanizmów pneumatycznych, hydraulicznych lub śrubowo-nakrętkowych. Liczba torów zwiększa się wraz ze średnicą rury.
Po odciągnięciu rury na określoną długość należy ją przyciąć na odpowiednią długość. Przecinaki występują w różnych typach, dobieranych na podstawie średnicy rury i grubości ścianki, rodzaju materiału, długości cięcia, jakości cięcia, formy cięcia itp. Automatyczne przecinarki gilotynowe i tarczowe piły promieniowe nadają się do cięcia rur o małych i średnich średnicach; Automatyczne przecinarki planetarne nadają się do rur o dużej średnicy. Po otrzymaniu polecenia cięcia przecinak chwyta rurę obejmą i porusza się w kierunku wyciągania rury, kończąc cięcie. Po cięciu mechanizm pneumatyczny popycha go z powrotem do pozycji resetowania.
Zwijarka i stół zrzutowy. W zwoje zwijane są wyłącznie rury, które nie odkształcają się podczas gięcia, za pomocą nawijarki, z automatycznym odcięciem i rozładunkiem. Prędkość liniowa nawijania jest zsynchronizowana z prędkością wytłaczania i może być regulowana bezstopniowo. Gdy prędkość wytłaczania jest mniejsza niż 2 m/min, zwykle stosuje się nawijarkę jednostanowiskową; gdy prędkość wytłaczania przekracza 2 m/min, należy zastosować nawijarkę dwustanowiskową lub nawet wielostanowiskową.
III. Kluczowe czynniki kontrolowania wad rur
Zgodnie z kolejnością przebiegu procesu przedstawioną na rysunku 1, poniżej wymieniono kluczowe czynniki powiązane z eliminacją wad jakościowych.
(1)Sekcja karmienia:Formuła surowca; kształt i wielkość surowców; metoda barwienia; metoda suszenia; mieszanie przemiału/materiału pochodzącego z recyklingu; rodzaje i dozowanie dodatków; wydajność chłodnicza gardzieli leja.
(2)Wytłaczarka: średnica śruby; śruba stosunek L/D; stopień sprężania śruby; rodzaj konstrukcji śrubowej; prędkość śruby; wydajność wentylacji; kontrola temperatury ślimaka; sterowanie ogrzewaniem i chłodzeniem beczki; profile temperaturowe wzdłuż stref wytłaczarki; moment obrotowy wytłaczarki; zużycie energii; adapter; wybór i sterowanie temperaturą zmieniacza sit; typ i specyfikacja pakietu ekranowego.
(3)Umierać:Umrzeć szczelinę; długość lądu; typ konstrukcji matrycy; kształt kanału przepływowego; dystrybucja stopu; ustawianie i kontrola temperatury; ciśnienie głowicy matrycy; kontrola grubości ścianki.
(4) Kalibracja i chłodzenie:Metoda kalibracji; wymiary kalibratora; poziom podciśnienia w skrzynce próżniowej lub ciśnienie wewnętrzne, ciśnienie powietrza w rurze kalibracyjnej i długość; uszczelnienie układu kalibracyjnego; czas kalibracji; natężenie przepływu wody chłodzącej; temperatura wody chłodzącej; metoda chłodzenia.
(5)Zbiornik wody chłodzącej:Metoda chłodzenia; układ wodociągów; natężenie przepływu wody chłodzącej; długość zbiornika chłodzącego; temperatura wody chłodzącej; skuteczność chłodzenia rur.
(6)Jednostka odciągowa: Prędkość i kontrola odciągu; kalibracja siły odciągu; siła mocowania i kontrola; liczba torów i długość efektywna; twardość powierzchni i kształt bloków zaciskowych; powierzchnia kontaktu z odciągiem.
(7) Nóż: Typ noża; profil i materiał zębów brzeszczotu; mechanizm resetowania; zbieranie wiórów i odpylanie; kontrola hałasu; ograniczyć konfigurację systemu; mechanizm zaciskowy; układ napędowy i moc; automatyczny system cięcia.
(8)Zwijarka i stół zrzutowy: Kontrola napięcia; system poleceń cięcia wzdłużnego; wybór stacji nawijarki; średnica uzwojenia; sygnalizacja akcji zrzutu; prędkość liniowa uzwojenia.
(9) Dodatek:Warunki zautomatyzowanej produkcji:Pomiar grubości ścianki; kontrola średnicy zewnętrznej; pomiar masy i statystyka produkcji; stan pracy pompy stopu zębatego; system centrowania matrycy.
Jeśli potrzebujesz więcej informacji,Ningbo Fangli Technology Co., Ltd.zaprasza do kontaktu w celu uzyskania szczegółowego zapytania, udzielimy profesjonalnych wskazówek technicznych lub sugestii dotyczących zakupu sprzętu.
Wyślij zapytanie


X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności