 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Proces wytłaczania rur
Ningbo Fangli Technology Co., Ltd. jest producentem sprzętu mechanicznego z prawie 30 lat doświadczeń w zakresie sprzętu do wytłaczania tworzyw sztucznych, nowe środowisko sprzęt ochronny i nowe materiały. Tutaj przygotowaliśmy kilka kompleksowych wprowadzenie na temat wytłaczania rur w następujący sposób:
Rura to rura lub pusty cylinder do transport płynu. Terminy „rura” i „rura” są prawie zamienne. „Rura” jest często wykonywana w niestandardowych rozmiarach i może mieć bardziej szczegółowe rozmiary i tolerancje niż dla rur, w zależności od zastosowania. Termin „rura” może również być stosowane do rur o charakterze niecylindrycznym (tj. rur kwadratowych). Termin „Rura” jest szerzej stosowana w USA, a „rura” w innych częściach świata.
Rura może być określona według standardowego rozmiaru rury oznaczenia, takie jak nominalny rozmiar rury (w USA) lub nominalny, zewnętrzny lub średnica wewnętrzna i grubość ścianki. Wiele standardów przemysłowych i rządowych istnieje do produkcji rur i przewodów.
Większość rur wytwarzana jest metodą wytłaczania, zgodnie z kierunkiem wytłaczania, matrycy, kalibratora lub urządzenia kalibrującego lub zbiornik, zbiornik chłodzący wodę, przenośnik i nóż, jeśli to konieczne, i wystartuj sprzęt na końcu linii. Linia może zawierać urządzenie znakujące lub urządzenie testujące. Ważnym wymaganiem jest dość szybkie schłodzenie ekstrudatu w pobliżu matrycy, zachowując kontrolę nad wymiarami i właściwościami.
Zawarte w procesach są różne techniki kontrolowania wymiarów/rozmiarów stopów ciągnionych metodą swobodnego ciągnienia (zwykle w przypadku rur o małej średnicy) lub cechy wymiarowania. Całkowity koszt wyprodukowanie rury może obejmować koszty materiałów aż do 80%. Celem jest zawsze po to, aby uzyskać ściślejszą kontrolę tolerancji, aby zmniejszyć zużycie materiału. Stosuje się dyski do kalibracji wymiarów i/lub grubości o różnej konstrukcji.
Połączenie właściwości stopu, szybkości prędkość linii, wewnętrzne ciśnienie powietrza i szybkość chłodzenia wpływają na rozmiar tuby. Stosunek pobierania stopu z matrycy do chłodzenia wodnego koryta jest bezpośrednio związane z ostatecznym rozmiarem rury. W zależności od przetwarzanych tworzyw sztucznych stosunek ten waha się od 4/1 do 10/1. Stosowanie niskich współczynników pomaga zminimalizować naprężenia wtłaczane, które mogą prowadzić do problemów z tym związanych kurczenie się i pękanie naprężeniowe.
W zależności od właściwości przetwarzanych tworzyw sztucznych, skurcz może nastąpić w ciągu 24 godzin po opuszczanie linii technologicznej. Rura lub rurka może również zostać poddana działaniu wyżarzanie i inne warunki końcowe, które mogą mieć wpływ na stopień skurczu.
Istnieje wiele różnych sposobów rur i rurek produkty stosowane w transporcie cieczy, gazów, ciał stałych i tak dalej. Oni mogą być ukształtowane tak, aby zapewniać dekoracje, podpory zabezpieczające i tak dalej.
Kroki mające na celu obniżenie kosztów przetwarzania tworzyw sztucznych rury obejmują:
1) Działać tak, aby zminimalizować średnicę zewnętrzną (OD) i tolerancje średnicy wewnętrznej (ID);
2) Popraw jakość i właściwości rur poprzez badanie korzyści wynikających z łączenia składników i stosowanych procedur mieszania;
3) Skróć czas konfiguracji poprzez uruchomienie systemy pomocnicze i automatyzacyjne;
4) Rozwijać oszczędności w energii elektrycznej zużycie poprzez optymalizację wytłaczarki; I
5) Stosowanie wydajnych matryc, zbiorników chłodzących, ściągacze i sprzęt startowy.
Kontrola tolerancji ściągaczy jest krytyczne znaczenie dla minimalizacji
Wymiary OD i ID, w szczególności mniejsze rozmiary rur.
Bardzo niewielka różnica w prędkości ściągacza może drastycznie wpłynąć na ich wymiary i odpady tworzyw sztucznych.
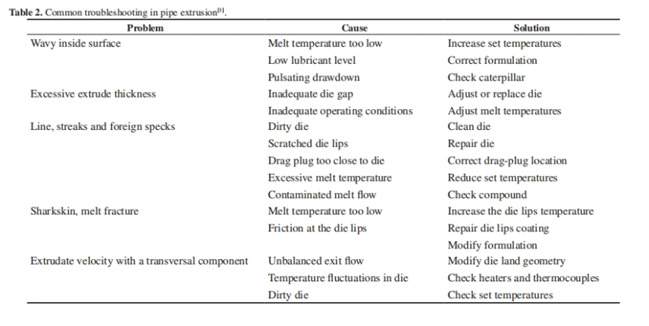
Poniższa tabela przedstawia najczęściej spotykane rozwiązywanie problemów przy wytłaczaniu rur.
Powyższe dotyczy wytłaczania rur postępu, mając nadzieję, że udzielę ci pomocy. W razie potrzeby zapraszamy Skontaktuj się z nami.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
Wyślij zapytanie


X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności